
翅片机、翅片成型机
AddTime:2015-06-23 13:59:37
宜兴市金科机械设备有限公司是制造翅片成型机的专业企业。
板翅式热交换器在中冷、空分设备中有广泛的应用,是压缩机的油气冷却器、工程机械的油冷却器等热交换器的主导形式,并逐步被液压系统的冷却器、汽车用热交换器、空调行业等采用。它结构紧凑轻巧、传热强度高,是最有发展前途的新型热交换设备之一。
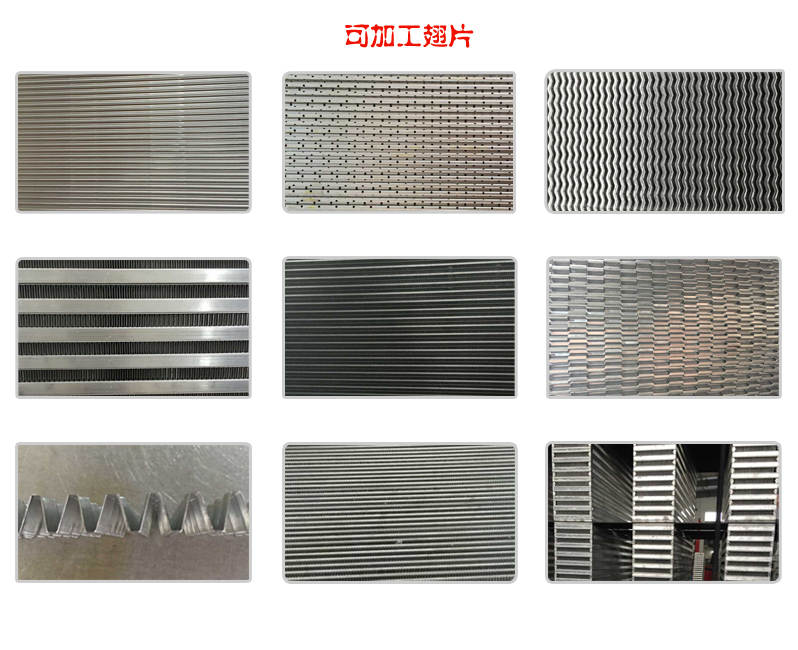
翅片是板翅式热交换器的最基本元件。常用的翅片形式有:平直翅片、锯齿形翅片、多空翅片、波纹翅片、百叶窗式翅片等。
翅片成型机是冲制板翅式用换热翅片的专用设备,配上相应的模具,可以冲制上述所有类型的翅片。它冲制的翅片尺寸精度高、成行效果好,被板翅式热交换器企业广泛采用。

一、 用途与技术参数
(一)、用途:
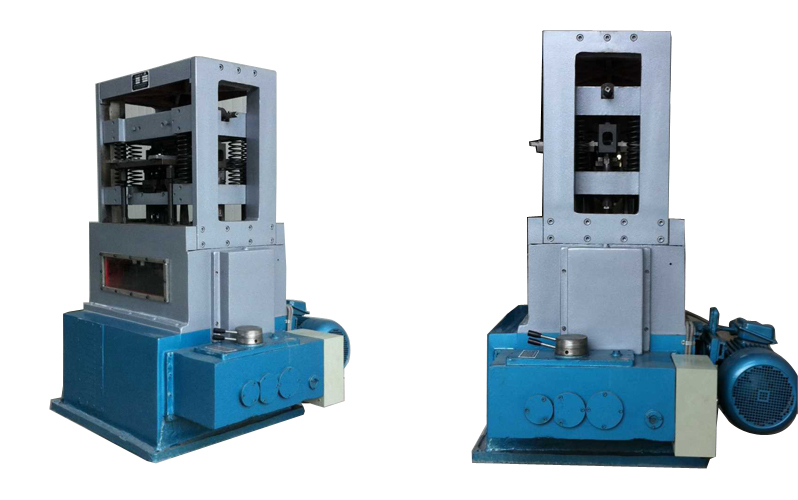
自动翅片机共有四种规格:AX1210B、AX1410B、AX1610B、AX1810B,用于配合各种模冲制用于家电、汽车等行业各类铝合金散热器中的铝质散热片(翅片),因冲制过程中,刀片始终紧贴材料,所以具有冲制精度稳定、成形效果好等特点。
(二)、技术参数:
1、机床的冲制速度档位:
28次/分,38次/分,68次/分,80次/分
2、冲制带材的材质以LF21-M(防锈铝为代表);不锈钢1Cr18Ni9,相当于SUS304(退火状态):
料厚:铝带0.1-0.5mm;铜带0.1-0.3 mm;不锈钢带0.1-0.15mm
料宽:铝材≤300 mm;铜材≤120 mm;不锈钢材≤90 mm
3、机床冲制力:5吨;
4、机床精度:
下模台位最高点平行度;0.05 mm;下模台位最低点平行度:0.1mm;下模台位上升过程的平行度:0.15 mm;下模台位下降过程的 平行度0.15 mm;
5、上下冲头垂直行程:
AX1210B 12 mm;AX1410B 14 mm ;AX1610B 16mm;AX1810B 18 mm
6、合模高度:135mm-145 mm
7、冲制翅片的最大尺寸(齿高*齿距)
AX1210B 9.5mm*10mm; AX1410B 11.5mm*10mm ;AX1610B 13.5 mm10mm; AX1810B 15.5mm*10mm
8、每台机床配置模具:
每一种片型配2寸(用户自备)
9、主机外形尺寸(长*宽*高)及重量
1.2m*0.9m*1.6m,约2吨;
10、电源:
交流380V,电动机功率4Kw;
二、主机主要构件及工作原理
(一)、自动翅片机示意图(见图C*01):
(二)、主机主要构件及功能:
1、箱身(序号1):外侧固定电动机(序号2)、传动轴及齿轮;
2、变速箱(序号25):将电动机(序号2)经皮带和传动轴(序号26)传来的运动减速并分档传至凸轮机构;有2个变速手柄(序号24)操纵换档,提供不同冲制速度的档位;
3、机体(序号3):内装凸轮机构、滚轮架(2组)及进给机构;
4、工作台面(序号6):与两侧的竖直导轮(序号12)和顶上的定位盖板(序号13)一起组成框形构架,上模台位(序号10)和下模台位(序号7)在其中做升降运动;同时用于固定导流架;
5、凸轮机构(序号22):由凸轮轴及固定在编其上的两个成形凸轮等组成;变速箱将运动至凸轮轴,驱动成形凸轮和圆柱槽轮同时转动;鉴于成形凸轮与圆柱槽轮轮廓设计及结构配置相结合,使固定于机床上的模具完成冲制,退模、进给等运动;
6、滚轮架(序号5):共两件,每件有两组竖直方向V型导轨、滚轮等构件,把成形凸轮中的运动通过上拉杆(序号16)拉动上模台位,通过顶动轴(序号19)顶动下模台位;其中上模拉杆的长度可调,用于冲制不同翅高的翅片;
7、进给机构(序号4):固定于凸轮轴上圆柱凸轮通过拨叉,驱动摆杆(序号21),摆杆以支座(序号20)上的圆柱销为支点转动,摆杆上有四只销孔,可根据节距大小上下调节,驱动下模台位上的滑座(序号17),使冲翅模具获得进给运动;滑座前后各一个挡销座(序号18);其上的螺钉用于调节翅片齿距;
8、下模台位(序号7):其上装有滑座、模座等;借助摆杆,滑座(其上固定有模座和模具)可以前后滑动(滚针摩擦)产生进给运动,借助顶动轴与弹簧,下模台位可沿着竖直导轨上、下运动;
9、弹簧(序号8):用于张紧上模台位和下模台位,使其紧贴成形凸轮运动,共8件,分布于4角上;
10、导流架(序号15):有8根螺杆用于支承与调节架子的高低位置,其中翅高导板的厚度与冲制翅片的齿高相等,另有限位板、导流板、垫板等零件;
11、上模台位(序号10):上面装有模座用于固定成型模具;通过定位手柄(序号9)调节其上的偏心轮机构(序号11),可使模具上、下升降(调试及上、下料时使用,调整范围为14 mm;台位装有模座,借助上模拉杆与弹簧沿竖直导轨上、下运动);
12、成型模(序号14):每一种散热片配一套专用模具,每台成型机需装2副;固定于上模台位的模具做上、下运动,固定于下模台位上的模具做上、下运动和前后进给运动。
(三)、工作原理
自动翅片机包括两个运动:主运动和进给运动,主运动又可分为进刀运动和退刀运动。主运动和进给运动必须保持一定的联系,即进给运动必须在模具退出稆带后和进入铝带前完成,所有运动共用一台电动机。
电动机通过变速箱将运动变速传至机体内的凸轮轴。凸轮轴上的凸轮通过滚轮架及弹簧带动上、下模台位做进刀、退刀运动(主运动);同时,凸轮轴上的圆柱凸轮驱动进给机构和摆杆使下模台位上的滑座在挡销座的范围内前后运动(即进给运动),使铝带完成送料运作。
附表:
辅助设备技术参数表
|
名 称 |
设备型号 规格 |
结构形式 |
相关数据 |
备 注 |
|
|
铝带开卷机
|
普通型号 TC350
|
无机械传动 自然开卷
|
卷头宽度/350mm |
也可按用户要求制造
|
|
|
卷带内径/250mm |
|||||
|
卷重600-1000kg |
|||||
|
卷头中心高度/810-850mm |
|||||
|
铝带开卷机
|
光电控制自动开卷机TCV400
|
机械传动光电 控制全自动开卷
|
卷头宽度/400mm |
也可按用户要求制造
|
|
|
卷带内径/300mm |
|||||
|
卷重2000kg |
|||||
|
卷头中心高度/810-850mm |
|||||
|
全自动计数翅片剪切机
|
全自动数显 剪切机G300
|
按调节好的剪切长度汽动自动剪切\数字显示 |
剪切宽度≤300mm剪切长度可 |
|
|
|
按要求自动调节并可显示 |
|||||
|
剪切数量 |
|||||